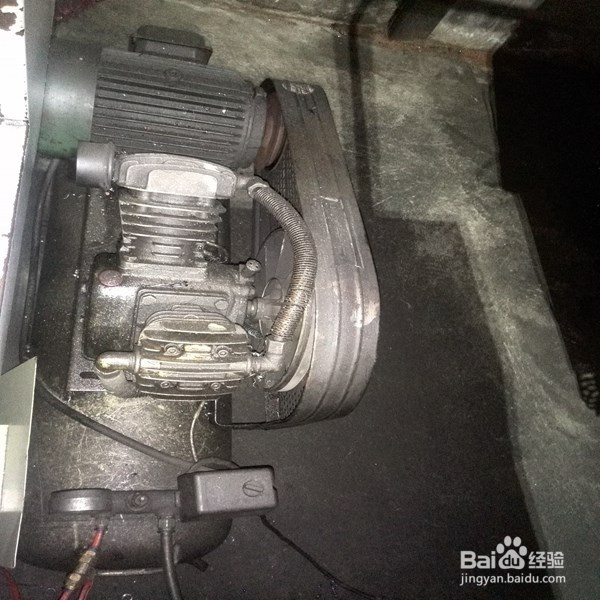
1、增加加压气泵。采用独立的加压设备,提供足够的压力,为正常操作提供足够的装夹动力。原来的设备是手板性能机床,现在改进后成了气动开关装夹,省力一大半。气压稳定,从进气阀进入,充气中保持气密性良好。

2、增设气压管路,控制气阀。气压稳定,压力表尾端,接入换气阀闸,为装夹工件提供有效的动力。保证管路完好,不能出现一丁点破漏气处,不然会导致压力不足。


3、增设继电器感应设备。启动开关和装夹开关,在电路方面需求很重要,如若未能按照指令夹好,夹紧,后续问题会相继出现,加工难度相继提高。

4、自动摇杆测距安装。气动装夹过程中,夹紧松开的动作,看似简单,但是操作起来,也很有难度,毕竟是弹簧夹头改装,拉摇测距,很是要注意,恰到好处,多余的切除掉。

5、开关启动开关位置选择。保证主轴在转动过程中,远离按钮线路,松动之处,必须系牢实,尽可能避免触电危险,安全很重要。排线更加工整,预设线路到位规范。

6、进气出气管的安装。进出气管是有反顺的,只要细心就能注意到,外加管路要控制好,主轴转动时,容易和管路进行摩擦,导致管路受损严重漏气,规范管路行走路线很重要。避免不必要的缠搅。
